Due to the most recent developments in epoxy cast coil production, cooling has now been enhanced with new cooling duct material design . We even use metal cooling ducts to enhance the convection cooling with a conduction component.
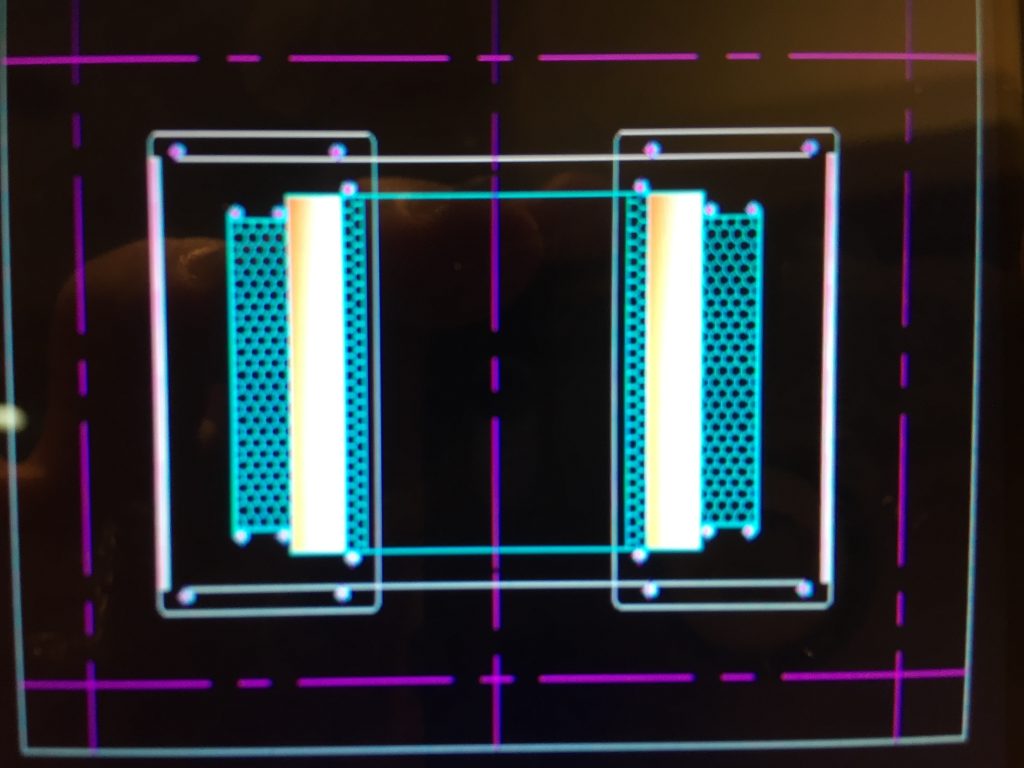
The new manufacturing techniques allow for forced cooling and the ability to make the input and output windings wound as a Monoblock. (see attached diagram)
This has reduced the transformer size and the clearances to earth as the earth clearances are now in epoxy material and not through air. Hence the core is now smaller.
The result overall is a transformer that is smaller lighter and runs with better thermal characteristics (in natural and forced cooling modes).
Typically the forced cool rating is 1.3 to 1.5 times the air natural rating.
But it is the MONOBLOCK design that is the big change.
This new method of Monoblock manufacture has also made the epoxy cast transformer cheaper to manufacture plus it offers much improved partial discharge performance.
WHY? : All the electrical stress to earth and winding to winding is in a epoxy medium not an air or hybrid air/epoxy medium.
Notice also the use of electrical stress shields with in the epoxy medium, to further reduce the electrical stress at critical points within the winding epoxy structure. This is important.
As long as the epoxy casting technique , vacuum impregnation and pouring techniques are done carefully, the probability of an air void in the epoxy medium is minimised.
As is obvious, the epoxy medium can withstand a larger electrical stress than the pure air medium, hence gives better partial discharge performance.
Of course, this improved partial discharge performance has been extrapolated into an extended expected life of the epoxy cast transformer. This is VERY IMPORTANT for the user.
It is a revolution in epoxy cast transformer design; especially for 3 ph. 50/60Hz 10-35Kv epoxy cast dry type transformer design.